This is an old revision of the document!
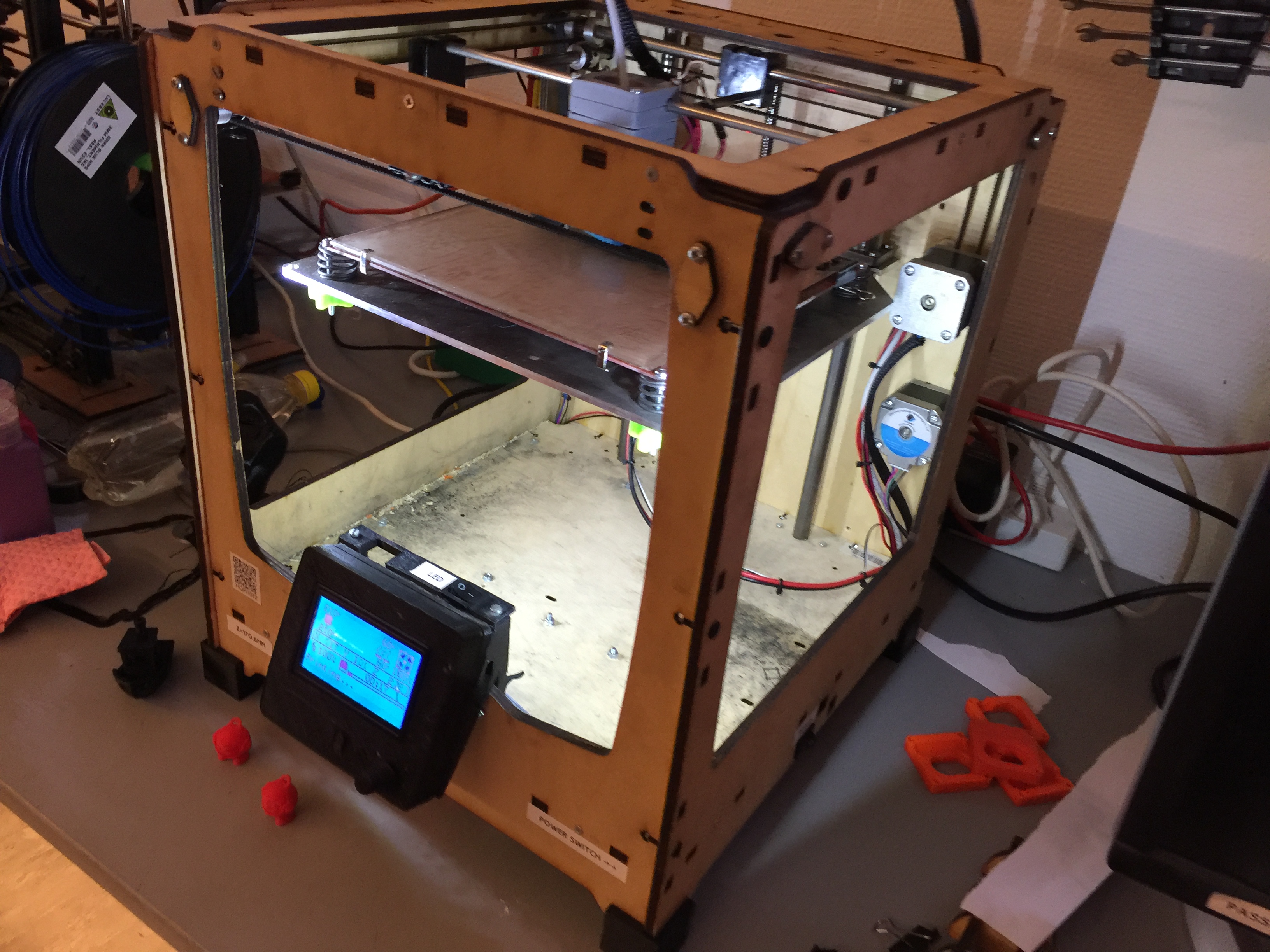
Ultimaker
| QR-ID | HQR1012 |
|---|---|
| Navn | Ultimaker |
| Kort beskr. | 3D-printer |
| Indehaver | HAL9k |
| Tilladt brug | Use allowed. Hvis du ikke har prøvet at bruge en 3D-printer før, så spørg en erfaren bruger (på Slack eller IRL) |
| Brug af 3dprinter | Bruger man printeren og den ikke fungere som den skal har man ansvaret for at få den lavet, enten ved selv at gøre det hvis man har evnerne til det, eller få den nødvendige hjælp til det. |
Printeren er blevet renoveret den 11/3 2018 af Anders Vestergaard

Print setting
Her er listet de optimale indstillinger.
| Layerhight: | 0,1 mm |
|---|---|
| Print speed: | 60 mm/s |
| Filament: | 1,75 mm |
| Nozzle: | 0,4 mm |
| Print areal: | 190x190x170,6 mm |
| Retraction: | 4 mm |
| Retraction speed: | 60 mm/s |
Start gcode
G21 ;metric values G90 ;absolute positioning M82 ;set extruder to absolute mode M107 ;start with the fan off G28 Z0 ;move Z to min endstops G28 X0 Y0 ;move X/Y to min endstops G1 X10 Y10 Z15.0 F1000 ;move the platform down 15mm G92 E0 ;zero the extruded length G1 F200 E3 ;extrude 3mm of feed stock G92 E0 ;zero the extruded length again ;Put printing message on LCD screen M117 Printing...
Stop gcode
;End GCode M104 S0 ;extruder heater off M140 S0 ;heated bed heater off (if you have it) G91 ;relative positioning G1 E-2 F300 ;retract the filament a bit before lifting the nozzle to release some of the pressure G1 Z+0.5 E-3 X-20 Y-20 F1000 ;move Z up a bit and retract filament even more G28 X0 Y0 ;move X/Y to min endstops G28 Z0 ;move Z to min endstops so the head is out of the way M84 ;steppers off M107 ;Turn fan off G90 ;absolute positioning
Betjening af Ultimaker
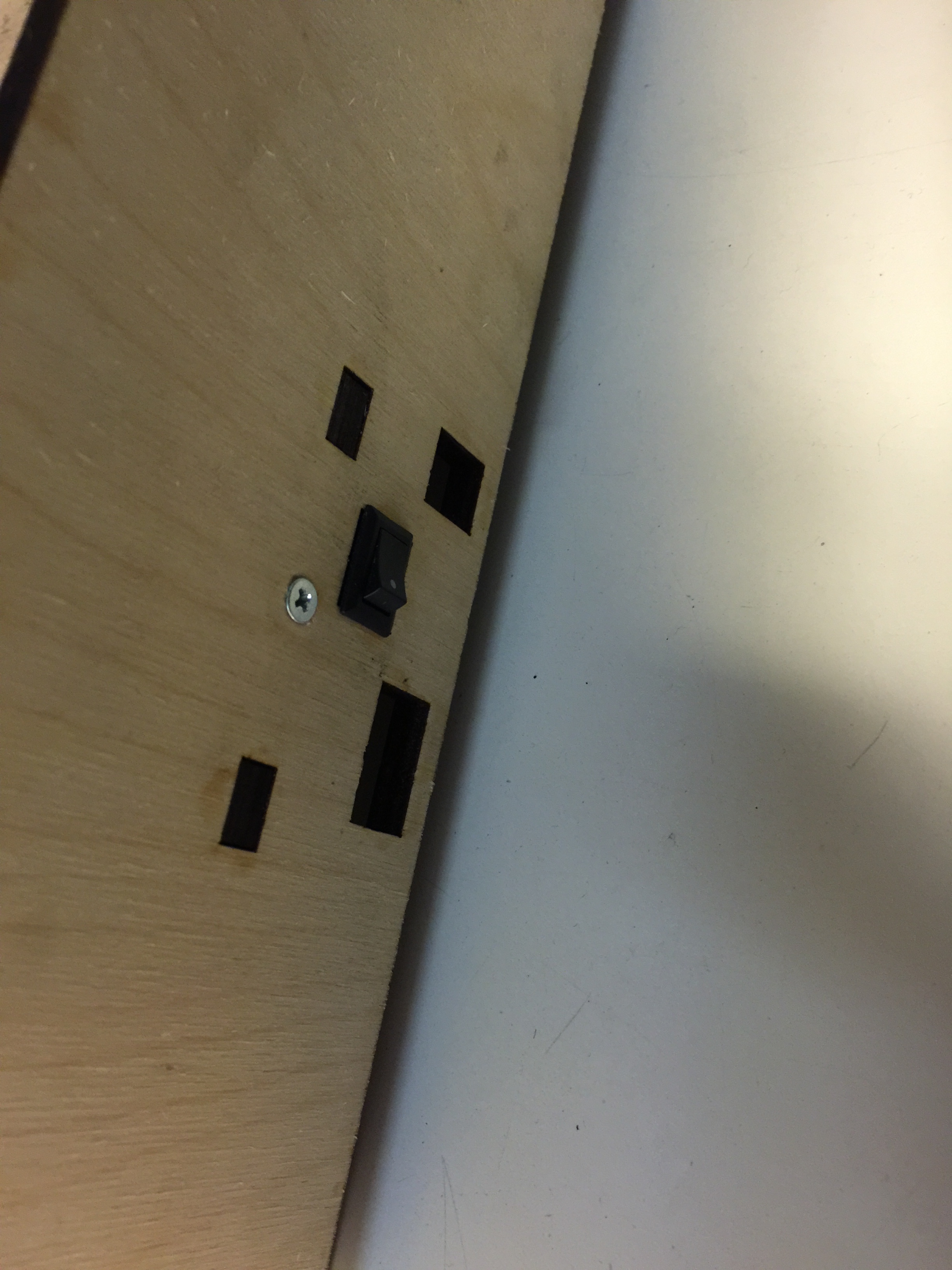
Tænd printeren på ON-OFF knappen på højre side af printeren.
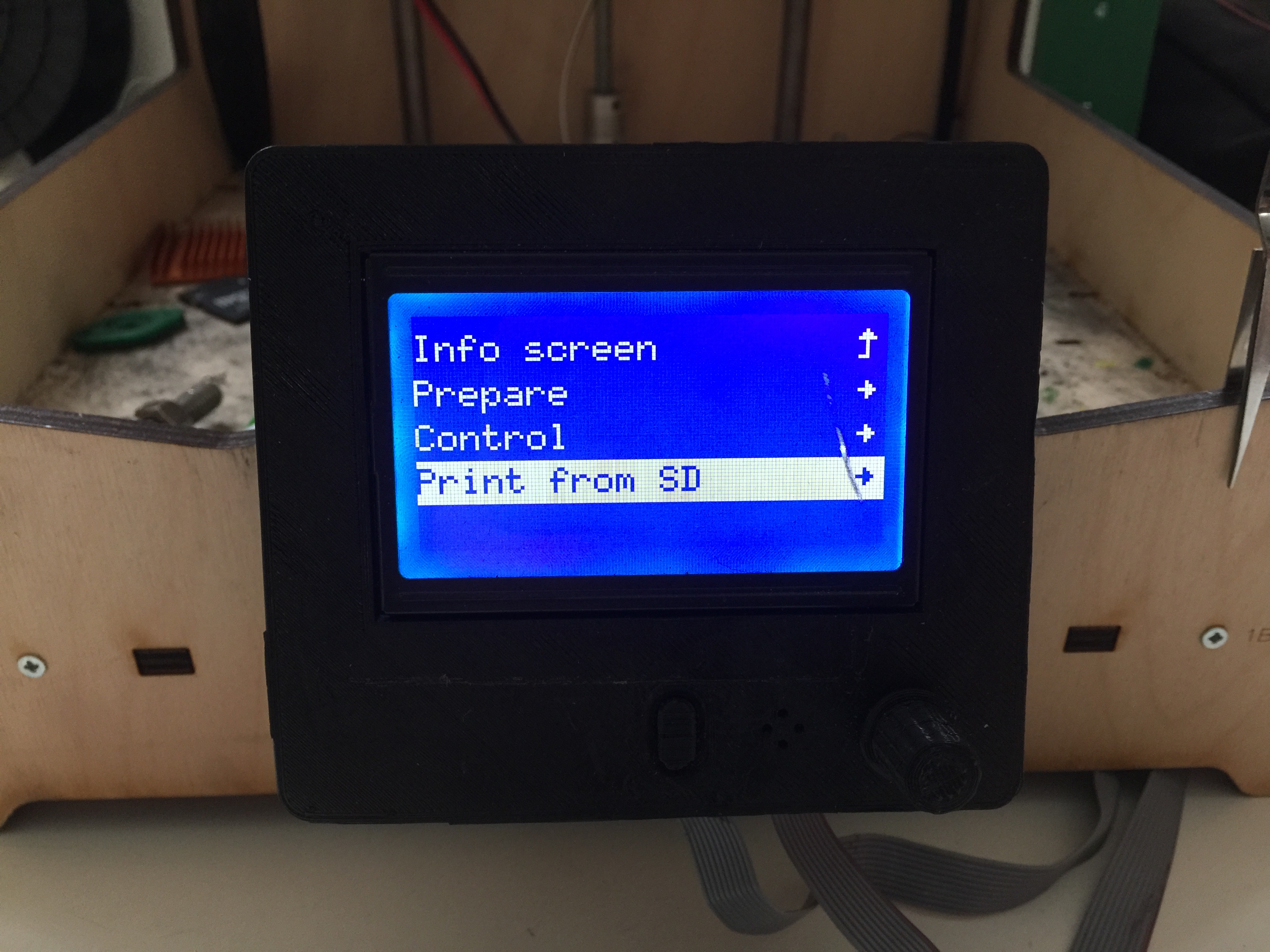
Indsæt SD kort med GCode i siden af displayet.
Tryk drejeknappen ind så menuen kommer op hvor “Print from SD →” vælges:
Der efter vælges din gcode fil:

Nu varmer printeren op og starter derefter printet: