This is an old revision of the document!
Lasersaur
| QR-ID | HQR1167 |
|---|---|
| Navn | Lasersaur laser cutter |
| Kort beskrivelse | Laser cutter |
| Indehaver | Torsten Martinsen/Hal9k |
| Ansvarlig | Torsten Martinsen |
| Tilladt brug | No hacking allowed. Alm. brug tilladt for autoriserede brugere. |
Links
- En anden boxgenerator (det anbefales at sætte 'burn' til 0)

Hvilke materialer kan/må IKKE skæres
- PVC - danner HCl som ætser metaldele og ødelægger optikken
- Polycarbonat (PC), ABS, HDPE - smelter i stedet for at blive skåret
- Ekspanderet polystyren (Flamingo) - smelter, bryder i brand
- PP-skum - smelter, bryder i brand
- Glasfiber - epoxy giver giftige dampe, glasset kan ikke skæres
- Coated kulfiber (kulfiber uden coating kan godt skæres)
- Træsorter der indeholder meget olie/harpiks - kan bryde i brand
- Metaller - metaller reflekterer laserstrålen, hvilket kan skade optik og laserrør
- 'Plastglas' fra Biltema er ikke acryl, men derimod SAN (styrenakrylnitrit). Det kan muligvis godt lade sig gøre at skære ved lav effekt, men det har tendens til bare at smelte og blive grimt.
Hvilke materialer kan skæres
- De fleste træsorter (men se ovenfor mht. olie-/harpiksholdige træsorter)
- Krydsfiner
- MDF - bliver dog mere brændt end rent træ
- Papir, pap, karton
- Kork
- Acryl (også kendt som plexiglas, PPMA) - må ikke forveksles med polycarbonat! Støbt skulle være bedre end ekstruderet
- POM (også kendt som Delrin, Acetal)
- Kapton-tape
- Mylar (BoPET)
- Stof
- Ægte læder
- Gummi - men ikke hvis det indeholder klor
- Teflon
- Silicone
- Depron og andre typer skum
- Linoleum
- Pizza
- Roastbeef
Hvilke materialer kan graveres
Gravering betyder i denne forbindelse ganske enkelt at man kører med lavere effekt og/eller større hastighed. Derfor kan man gravere alle de materialer, der kan skæres. Desuden kan følgende graveres:
- Eloxeret (anodiseret) aluminium og lignende
- Glas (processen danner knust glas, så husk grundig rengøring bagefter)
- Rustfrit stål (læs mere) og visse andre metaller, ved brug af markeringsspray/-pasta
- DIY pasta: Gips blandet med isopropanol - virker kun på rustfrit stål.
- Keramik, sten, granit, marmor
Hvem kan bruge maskinen
Maskinen er udstyret med en kortlæser. Hvis der ikke sidder et autoriseret kort i læseren, er det ikke muligt at skære.
Medlemmer kan få deres kort autoriseret efter at have modtaget udførlig vejledning i brugen.
Bemærk: Al brug af maskinen logges automatisk.
Sikkerhed
Maskinen indeholder en 80 W CO²-laser, som kan forårsage alvorlig skade på øjne og hud. Udvis derfor forsigtighed ved brug.
Desuden kan materialer bryde i brand under skæring. Det er derfor ikke tilladt at lade maskinen skære uden opsyn - dvs. det er heller ikke tilladt at forlade maskinen i kort tid under skæring. Hvis det er nødvendigt at forlade maskinen, så sæt først skæringen på pause.
Der er en række interlocks, som forhindrer laseren i at tænde hvis
- låget ikke er lukket
- chilleren ikke er tændt
- chilleren melder fejl
- et endstop er aktivt
Det er naturligvis ikke tilladt at sætte nogle af disse sikkerhedsmekanismer ud af kraft.
Bemærk at udsugningen automatisk slukker 3 minutter efter at skæring er afsluttet.
Bemærk også at zinkselenid, som linsen er fremstillet af, kan være giftigt: http://www.iiviinfrared.com/pdfs/Cleanup_instructions-071806.pdf
Vejledning
Kontrol før brug
Undgå at berøre spejlene!
Kontroller at der ikke sidder støv eller snavs på spejlene. Brug trykluft på dåse til at fjerne evt. støv, men prøv ikke at rense spejlene på anden vis.
Kontroller om profilerne hvorpå rullerne kører er rene. Hvis ikke, så aftør dem med en renseserviet.
Tænd for maskinen
Tryk på den hvide/Grønne knap i højre side. Se billede ↓
 Billede 2: Læser og Knapper
Billede 2: Læser og Knapper
Det indbyggede webinterface kan nu tilgås på : http://lasersaur.hal9k.dk
Hvis der ikke er indsat et autoriseret kort i læseren, er det muligt at uploade filer, men ikke at skære.
Første gang du bruger maskinen fra en bestemt browser
- Sæt følgende indstillinger på fanens Coms og klik derefter på Connect
- Machine Connection: USB
- USB/Serial Port: /dev/ttyS1
- Baudrate: 115200
- Tryk på Connect (1)
- Gå ind på fanen Settings/Machine Profiles
- Vælg Lasersaur-GRBL fra listen
- Tryk Apply (2)
- Tryk Yes (3)
- Sørg for at Setting/Machine/Show machine er slået til
- Gå ind på fanen Control
- Sæt XY Jog Speed til 5000 (4)

Hvis du oplever problemer med at forbinde, så prøv at slå Comms/Firmware Detection/Send reset when connecting til.
Forbered skæring
Sæt dit adgangskort i kortlæseren. Se Billede 2: Læser og Knapper
Kontroller at kompressoren er tændt. Se Billedet ↓

Indstil korrekt fokus ved hjælp af en fokus-klods. Laserens fokus er 10 mm fra hovedet. Kontroller at materialet er plant.
Vælg den korrekte kombination af hastighed og effekt til det ønskede materiale. Hvis du er i tvivl, så vælg en lidt mindre effekt - du kan altid skære en ekstra gang.
Skær
Luk låget. Tænd for chilleren.
Kontroller at chillerens display viser IDLE. Kontroller at webinterfacet ikke viser Door og Chiller, og at indikatoren for lufttryk/temperatur ikke er rød.
Se hvordan man gør på https://laserweb.yurl.ch/
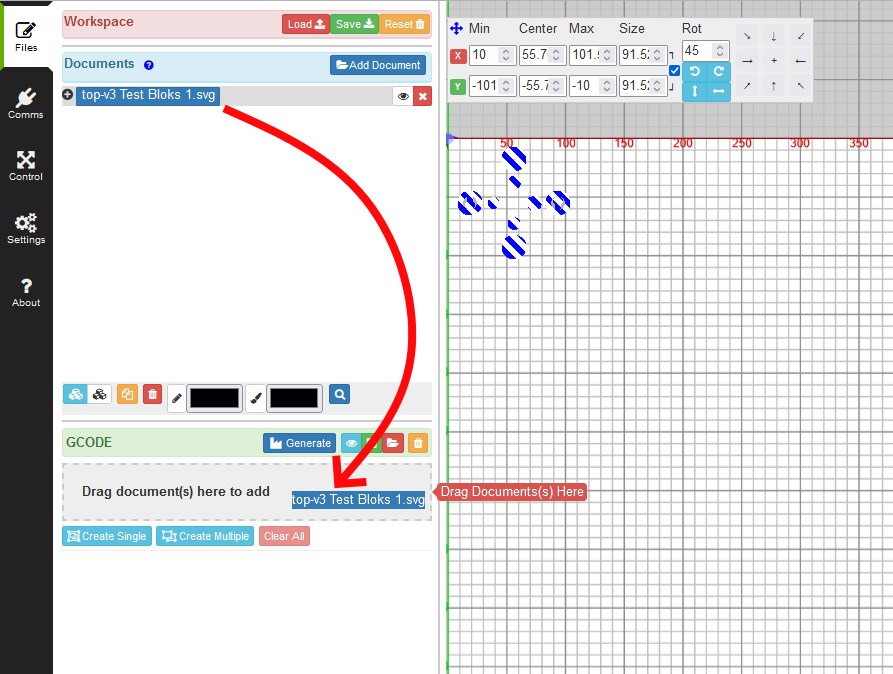
- Klik på fanen Files
- Load SVG/DXF med Add Document

- Flyt evt dokumentet til korrekt placering
- Klik på filename (1)
- Klik på Pil op (2)

- Drag & drop dokumentet til der hvor der står 'Drag document(s) here'
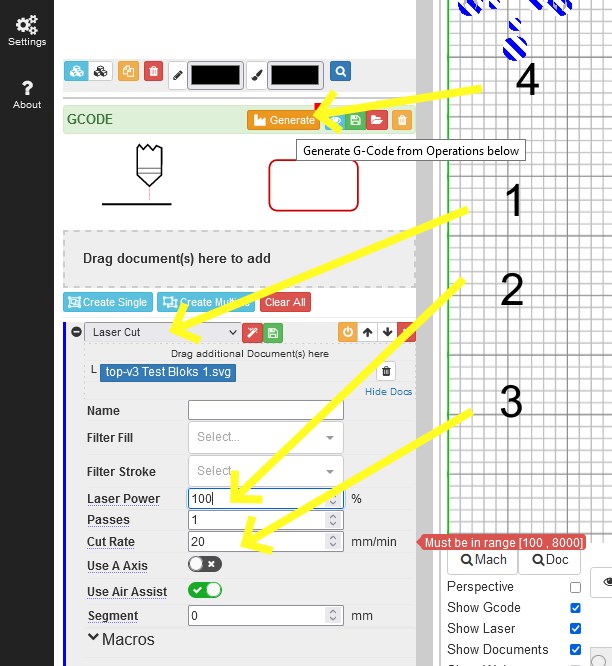
- Vælg om der skal Skæres eller graveres (1)
- Angiv effekt (2)
- Angiv hastighed (3)
- Klik på GCODE → Generate (4)
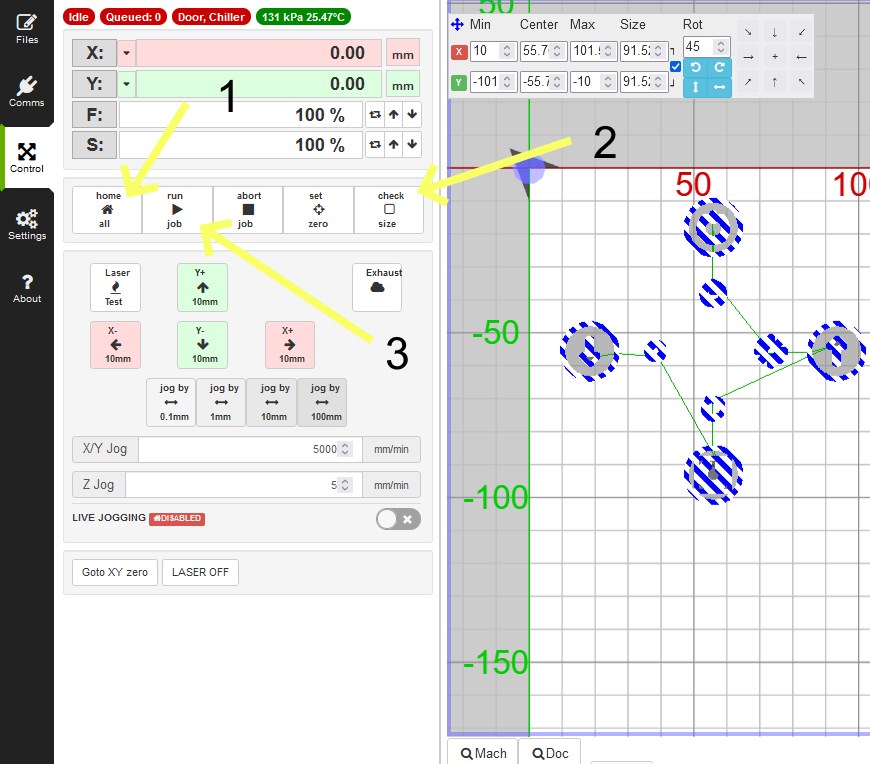
- Klik på fanen Control
- Klik på home (1)
- Klik på check size (2) for at vise bounding box
- Klik på run job (3) for at skære





Hvis der opstår brand i materialet: Brug en sprøjteflaske til at slukke ilden.
Bemærk: Hvis kølevandstemperaturen overstiger 20 grader, går kompressoren i gang. Hvis temperaturen skulle overstige 25 grader, vil chilleren melde fejl, og der kan ikke skæres. Vent i så fald til temperaturen er faldet til under 20 grader.
Vent til blæseren stopper (efter 3-5 minutter). Hvis der er behov for yderligere udsugning, så tryk på blæserikonet for at starte udsugningen igen (stopper ikke automatisk). Luk låget op. Kontroller at der er skåret igennem, uden at flytte materialet.
Afslutning
- Home
- Fjern materialestumper, støvsug om nødvendigt
- Luk låget
- Sluk chiller
- Tag dit adgangskort
- Sluk maskinen
Vedligeholdelse
25 Okt 2018: Spejle+linser renset
Inkscape tips
Document Properties (Shift-Ctrl-D): Custom size = 1220 x 610 mm
Tekst skal konverteres til paths:
- Omrids (outline): Klik på teksten, vælg Path → Object to Path
- Streg-baseret (stroke-based): Extensions → Text → Hershey Text. Mere om single-stroke fonts
Import af DXF: Slå Automatic scaling fra og vælg manual scale factor = 1.0
Hvis LaserWeb ikke vil æde DXF: Åbn DXF i LibreCad, gem som Drawing Exchange DXF 2000, importer DXF i InkScape, gem som SVG.
Generelt: Sæt Fill til No paint, sæt Stroke Paint til Flat color, sæt Stroke Style til 1 px
Machine Tool Gothic er en god skrifttype til lille skrift.
Generelle tips
Gravér før du skærer, da det udskårne kan rykke sig en smule. På http://geargenerator.com ligger en tandhjulsgenerator der eksporterer til .svg
Max størrelse på materiale med honeycomb monteret er enten 793x1540mm, eller 790x1585mm. Uden Honeycomb, og med en max højde på 21mm, kan pladen være op til 843x1540mm eller 840x1585mm
TODO
- Test af plasttype
- Fix af controller som crasher ved bestemte typer cut
- Fix air-assist som slukker uransageligt (potentielt fikset af at sætte 'M7 (airassist on)' G-code i “Tool on gcode” sektionen af maskine indstillinger
- Evt. finde måde at genoptage et job, efter abort, for at undgå ad-hoc løsninger til delvist gennemførte jobs (f.eks. at holde låge åben, mens der skæres allerede skåret linjestykker)